Lutowanie – procesem polegający na łączeniu przedmiotów metalowych i niemetalowych za pomocą dodatkowego, roztopionego metalu, zwanego lutem, którego temperatura topnienia jest znacznie niższa od temperatury topnienia metali łączonych. Tak więc przy lutowaniu nie zachodzi ich nadtapianie (przeciwnie niż przy spawaniu), a połączenie uzyskuje się przede wszystkim dzięki dyfuzji ciekłego lutu w metale łączone i odwrotnie, oraz w mniejszym stopniu – dzięki przyczepności.
Lutowanie twarde – lutowanie z wykorzystaniem spoiwa o temperaturze likwidus wyższej niż 450° C.
Lutowanie miękkie – lutowanie z wykorzystaniem spoiwa o temperaturze likwidus 450° C lub niższej.
Lutowanie wysokotemperaturowe – lutowanie z użyciem spoiw o temperaturach topnienia powyżej 1000 ° C.
Stop lutowniczy – połączenie dwóch lub więcej metali.
Luty miękkie – luty łatwo topliwe o temperaturze topnienia do 450 ° C.
Luty twarde – luty trudno topliwe o temperaturze topnienia powyżej 450 ° C.
Luty wysokotemperaturowe – luty o temperaturze topnienia powyżej 1000 ° C
Lutowina – powierzchnia w składająca się ze strefy stopionego spoiwa lutowniczego i fazy przejściowej.
Kapilarność – zdolność ciekłego lutu do wypełniania szczeliny lutowniczej, nawet wbrew sile grawitacji.
Zwilżalność – rozpływanie się ciekłego spoiwa na powierzchni elementu.
Lejność/rzadkopłynność – zdolność ciekłego lutu do wypełniania szczeliny pod wpływem siły ciężkości.
Szczelina kapilarna – szczelina wielkości max 0,2 mm w temperaturze lutowania.
Szczelina lutownicza – wąska szczelina w temperaturze lutowania pomiędzy lutowanymi elementami.
Szczelina montażowa – wąska szczelina w temperaturze pokojowej pomiędzy elementami przeznaczonymi do lutowania.
Stop eutektyczny – stop posiadający zamiast zakresu temperatur jedną określoną temperaturę topnienia.
Obróbka cieplna – polega na dostatecznym nagrzewaniu i chłodzeniu do konkretnych temperatur przy określonej szybkości. Powoduje to zmiany właściwości stopu będącego w stanie stałym. Obróbka cieplna stosowana jest np. do zmiany właściwości plastycznych i mechanicznych przez zmianę struktury. Obróbka cieplna jest przeprowadzana z zastosowaniem dodatkowych czynników takich jak obróbka mechaniczna czy chemiczna.
Topnik – substancja, której zadaniem jest usunięcie tlenków z powierzchni łączonych materiałów na skutek nagrzewania w celu ułatwienia zwilżania.
Antytopnik – substancja zabezpieczająca przed niepożądanym rozpływanie się roztopionego lutu.
Zakres temperatur topnienia – zakres temperatur od momentu rozpoczęcia procesu topnienia (temperatury solidus) do momentu całkowitego stopienia się (temperatura likwidus).
Temperatura robocza – temperatura złącza w której zachodzi zwilżanie jego powierzchni przez ciekły lut. Temperatura ta może być wyższa lub niższa od temperatury likwidusu dla niektórych spoiw może być równa .
Zakres temperatur aktywności – zakres temperatur w którym topnik do lutowania spełnia swoje zadanie.
Dozownik lotnego topnika – urządzenie zaprojektowane w celu automatycznego dostarczania topnika lotnego w trakcie procesu lutowania. Dozownik napełnia się płynnym topnikiem i instaluje w obwodzie gazu palnego.
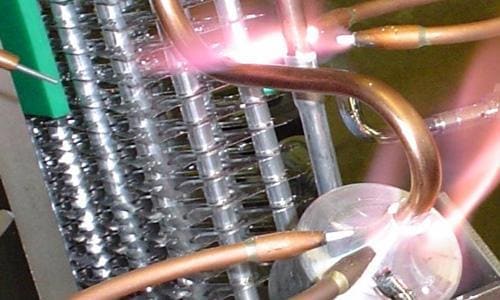
Lutowanie płomieniowe – Proces termicznego łączenia metali. Źródłem ciepła jest płomień gazowy nagrzewający lutowane złącze do określonej temperatury, uzyskiwany za pomocą palników propanowo-tlenowych, acetylenowo-tlenowych, powietrzno-propanowych oraz acetylenowo-powietrznych.
Lutowanie indukcyjne – Proces łączenia metali w którym ciepło powstaje na skutek indukowania w szybkozmiennym polu elektromagnetycznym prądów wirowych.
Lutowanie piecowe – Proces łączenia metali który odbywa się w specjalnie skonstruowanych piecach komorowych lub przepustowych w atmosferach ochronnych aktywnych lub neutralnych oraz w próżni.
Temperatura solidus – Temperatura dolnej granicy zakresu temperatury topnienia spoiwa będąca zarazem najniższą temperaturą topnienia lutu.
Temperatura liquidus – Temperatura górnej granicy zakresu temperatury topnienia spoiwa.